
Språk
Produktsøk
Språk
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Bedriftsnyheter
DMAIC - Tilrettelegging for kontinuerlig kvalitetsforbedring av maskinbearbeidede deler
2025-09-19Ved å følge selskapets kvalitetspolitikk og ledelsesfilosofi om "tilfredsstille seg selv, tilfredsstille kunder, være ærlig og pålitelig, og strebe etter fortreffelighet", gir vi kontinuerlig kundene produkter med høyere kostnadseffektivitet og mer stabil kvalitet. Nylig, på maskineringsverkstedet, har det vært et fenomen hvor nøkkeldimensjonene eller geometriske toleransene til noen nøkkelprosesser er ustabile etter prosessering og ikke oppfyller 6 - Sigma-kontrollkravene. Selskapets ledelse legger stor vekt på dette og har fremmet verkstedet til å opprette en arbeidsgruppe for kvalitetsforbedring av verksted. Denne arbeidsgruppen består av ledere fra relevante avdelinger, relevante ingeniører, teamledere og frontlinjeproduksjonsansatte. Ved å bruke DMAIC-metoden 6 - Sigma-forbedring er det lansert en omfattende kvalitetsforbedringskampanje. Gjennom en rekke forbedringsaktiviteter som bakgrunnsundersøkelse, datainnsamling, problemoppsummering, årsaksanalyse og utforming av kortsiktige og langsiktige forbedringstiltak er kvalitetsforbedringsarbeidet gjennomført. Denne forbedringsaktiviteten har omfattende forbedret den praktiske evnen til grasrotledere og ansatte til å forstå, anvende og promotere 6 - Sigma forbedringsverktøyene på en parallell måte. Det bidrar til å redusere variasjonen og fluktuasjonen i kvalitetsegenskapene til maskinerte deler, og forbedrer dermed den generelle produksjonskvaliteten til motorer og bidrar til å gi kundene bedre kvalitetsprodukter.
DMAIC-forbedringsprosessen inkluderer fem faser: Definer, Mål, Analyser, Forbedre og Kontroll. Disse fem fasene utgjør en helprosess kvalitetsforbedringsmetode, og hver fase består av flere arbeidstrinn. Det følgende er en kort beskrivelse av forbedringen av problemet med at koaksialiteten til de fremre og bakre lagerkamrene og utløpet av monteringsendeflaten er ustabile etter monteringen av den dobbeltstøttede maskinbasen og lagerkammerenheten:
01 Definer
De relevante medlemmene av teamet holdt et spesielt kvalitetsforbedringsmøte og brukte idédugnad for å definere teamets forbedringsmål:
• a) Problem: Koaksialiteten til det finbearbeidede indre hullet i lagersetet til den dobbeltstøttede maskinbasen er ustabil. Etter montering vil det føre til at utløpet av lagerkammeret til hele maskinbasen overskrider toleransen, som ikke oppfyller tegningskravene.
• b) Forbedringsmål: Defektraten er mindre enn 200 PPM, og utløpet av lagerkammeret er mindre enn 0,05 mm.

02 Mål
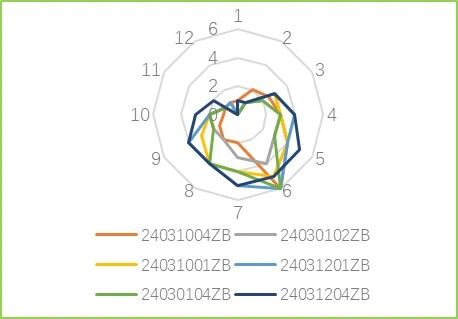
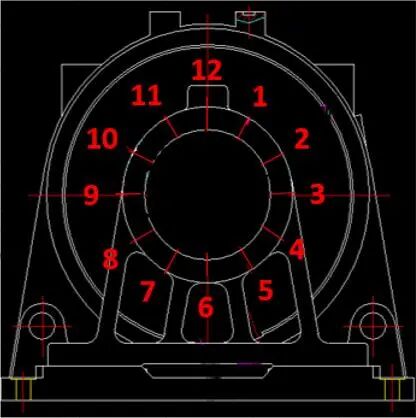
Forbedringsteamet designet en kvalitetstabell - som påvirker parametere knyttet til maskineringsprosessen. I henhold til denne tabellen har operatørene av de tilsvarende prosessene samlet inn data, inkludert prosess- og prosessdekomponering, skjæreparameterinnstillinger, nøkkelparameterinnstillinger for verktøy og inventar, posisjons- og klemkraftinnstillinger og andre relaterte parametere. Etter at datainnsamlingen er fullført, brukes et radardiagram for å foreta en objektiv evaluering av effektiviteten til gjeldende målesystem.
• a. Definer evalueringsparametere
Ved hjelp av årsak – og virkning fiskebeindiagram for idédugnad, liste opp mulig årsak – påvirkningsfaktorer i 5M2E (Mennesket, Maskin, Materiale, Metode, Måling, Miljø, Energi) og samle inn kildedata i form av en liste. For eksempel korrelasjonen mellom klemkraft og deformasjon, korrelasjonen mellom verktøymaskinhastighet og skjæreparameterinnstillinger, og nøyaktighetsparametrene til verktøymaskinen.
• b. Samle inn data
Etter å ha bekreftet nøkkelkvalitetsegenskapene og nøkkelprosessutdatavariablene, finn ut nøkkelprosessens inputvariabler. Prosessingeniøren veileder de ansatte til å samle inn data.
• c. Evaluer målte data
Basert på kildedataene samlet inn fra nøkkelprosessvariablene, beregne statistiske data som gjennomsnitt, varians og standardavvik. Tegn et Pareto-kart, X/R-kontrollkart eller radarkart for videre analyse. For eksempel, gjennom dataradardiagrammet, kan vi se at utløpet av det indre hullet i lagersetet til maskinbaseenheten er forårsaket av deformasjonen av det indre hullet i lagersetet. Basert på denne konklusjonen kan vi analysere årsakene på en målrettet måte.
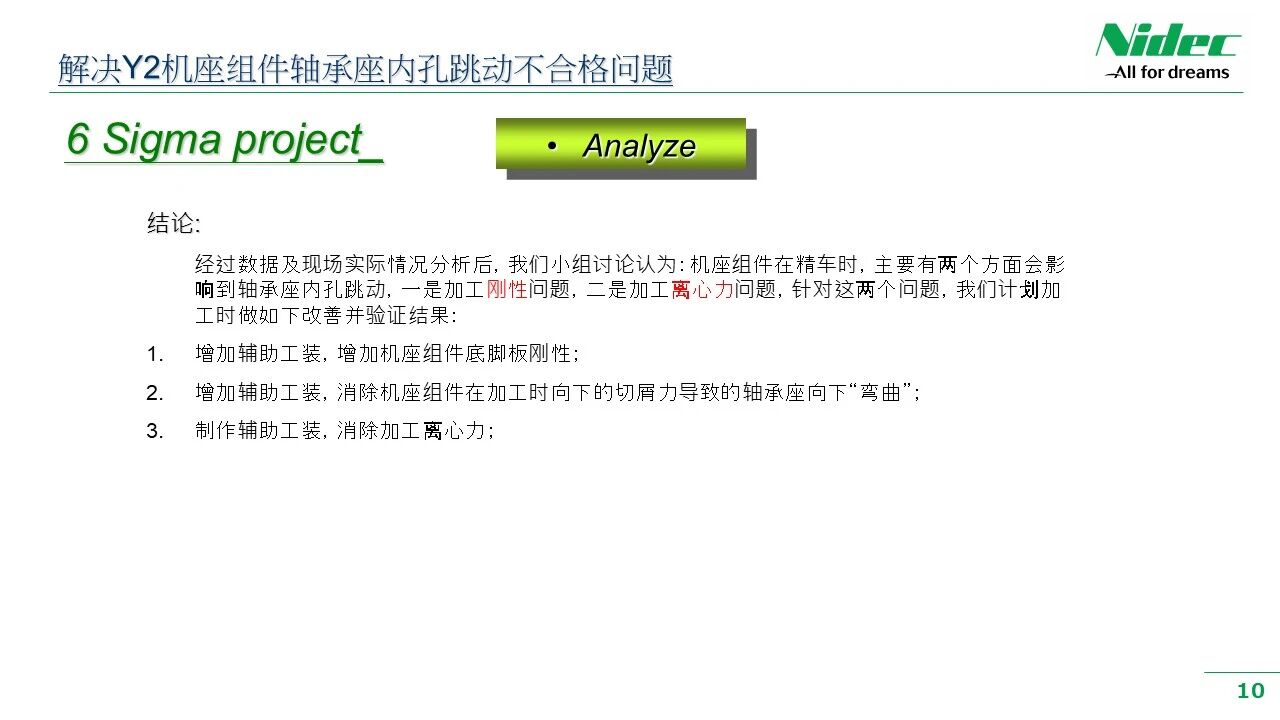
03 Analyser
Teamet bruker analyseverktøy som PFMEA (Process Failure Mode and Effects Analysis) og fiskebeindiagrammer for å utføre dyptgående årsaksanalyse på de innsamlede dataene og finne årsaken. Dette inkluderer å identifisere distribusjonen av data, endre trender, identifisere uteliggere, analysere forholdet mellom prosessvariabler og bestemme de grunnleggende årsakene til potensielle problemer. Ved å etablere sammenhengen mellom problemer og årsaker, kan teamet danne en dyp forståelse av problemets natur og legge et grunnlag for å formulere effektive løsninger. For eksempel, gjennom analysen av radardiagrammet for utløpsdataene til det indre hullet i lagersetet, kan vi konkludere med at årsakene til dette problemet inkluderer påvirkningen av maskineringsstivhet og maskineringssentrifugalkraft på utløpet. I henhold til DOE (Design of Experiments)-prinsippet er det utformet en forbedringsplan for å verifisere om årsakshypotesen er gyldig, og deretter finner man rotårsaken.
04 Forbedre
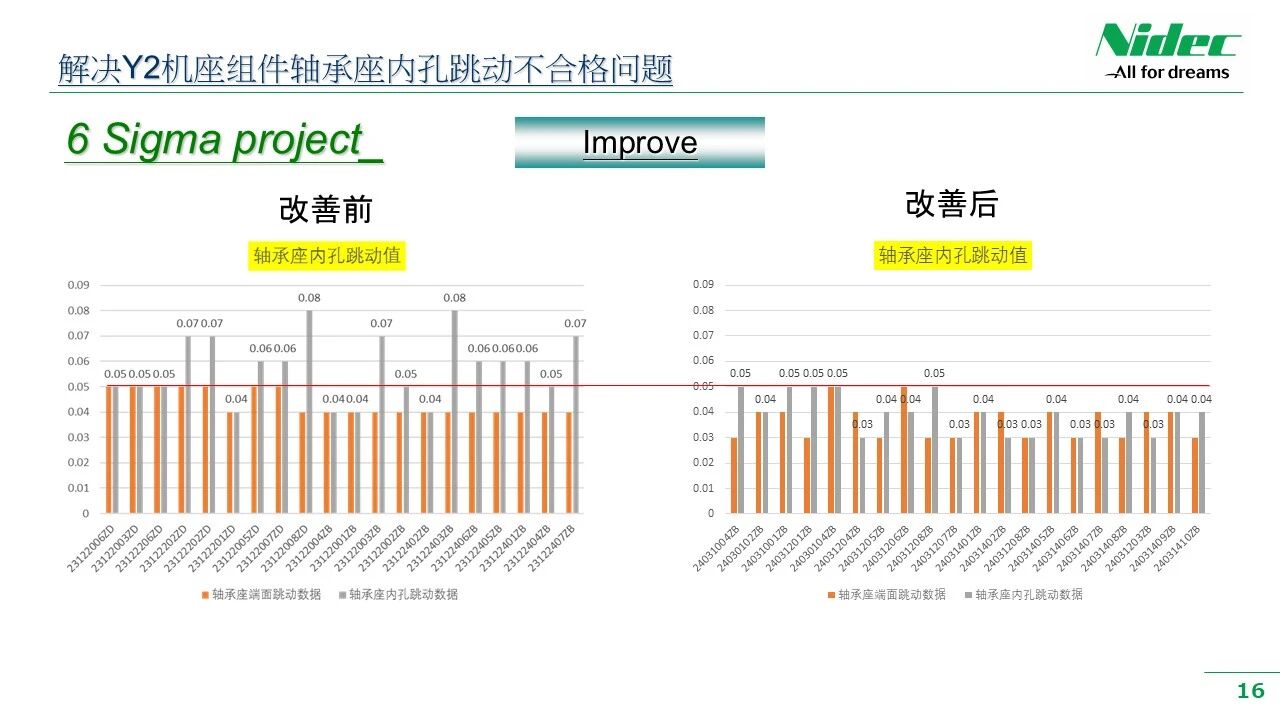
Basert på resultatene av analyse og verifikasjon, foreslår og implementerer teamet målrettede løsninger. Dette kan innebære prosessoptimalisering, teknologioppgradering, driftsforbedring og andre aspekter. Det er viktig at teamet må verifisere effektiviteten til løsningene for å sikre at de kan produsere de forventede resultatene i faktisk drift. Når verifiseringen er vellykket, vil teamet oppdatere prosessbeskrivelsen og operasjonsmetodene for å sikre at de nye løsningene kan standardiseres og forbedringsresultatene kan fremmes gjennom hele maskineringsprosessen. For eksempel, når vi løste utløpsproblemet til Y2-seriens maskinbase, foreslo teamet vårt målrettede løsninger basert på resultatene analysert i analysefasen. Disse løsningene inkluderer å legge til støttepunkter ved den opphengte posisjonen til lagersetet, å legge til stålplater ved føttene til maskinbasen for å øke stivheten, og legge til motvekter på motsatt side av føttene til maskinbasen. Deretter ble prøvebehandlingsverifikasjoner utført én etter én for å bekrefte at behandlingsverifiseringsdataene oppfylte teamets forventede mål, og til slutt ble en effektiv løsning funnet.

05 Kontroll
Kontrollfasen er siste ledd i DMAIC-metoden og er også nøkkelen til å sikre bærekraften til forbedringsresultatene. I denne fasen skal teamet formulere og implementere en kontrollplan, inkludert prosessovervåking, unormal håndtering og kontinuerlig forbedring. Ved å jevnlig overvåke prosessytelsen og justere kontrollstrategien, kan teamet sikre at prosessen alltid er i en kontrollert tilstand og forhindre at problemet gjentar seg.
Gjennom den spesifikke anvendelsen av Six Sigma DMAIC-forbedringsverktøyet i flere forbedringsteam på maskinverkstedet, har bevisstheten og den praktiske evnen til alle ansatte til kontinuerlig bruk av dette verktøyet for å forbedre prosesskvaliteten blitt forbedret. Det har stimulert innovasjons- og forbedringsvitaliteten til alle ansatte i verkstedet, fremmet den omfattende og dyptgående anvendelsen av DMAIC-metoden i fremtidige forbedringsprosjekter, i stor grad forbedret evnen til alle ansatte i maskinverkstedet til å analysere og løse unormale kvalitetsproblemer, og gjort ansatte i stand til å finne moroa ved å lære, øve og nyte forbedringsresultatene i forbedringsprosessen.
Nyhetsanbefalinger

Den modulære enkelttennviklingen for stator, setter en ny standard for høyeffektiv produksjon
2026-03-02
Kvalitetsaktivitet mellom Nidec Elevator Traction Machine China og Indian
2026-03-02
NIDEC Elevator Motors etablerer ny fabrikk i India
2025-12-13
NIDEC Elevator Motors' 19. "Service Journey Across Ten Thousand Miles" sparkes i gang i dag!
2025-12-13
Bryt gjennom industritesting av flaskehalser med uavhengig utviklet FFT-bølgeformanalysesystem
2025-10-31