
Språk
Produktsøk
Språk
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Bedriftsnyheter
Full implementering av VSM-forbedring for å legge til rette for dybdegående Lean-produksjon
2025-09-29Etter omfattende lean-trening for alle ansatte, tok driftsteamet til Nidec KDS Elevator Motors i bruk VSM (Value Stream Mapping) som kjerneverktøyet for å lansere forbedringer i produksjonsprosessen. "VSM", eller Value Stream Mapping, er designet for å identifisere og redusere avfall i produksjonen, og hjelper oss med å etablere en rammebasert tankegang og klare handlingsanvisninger for påfølgende forbedringer.

Som ordtaket sier: "En lang reise begynner med små skritt, og en enorm elv stammer fra bittesmå bekker." Etter å ha gjennomført etappevis VSM-trening, startet endelig den praktiske gjennomføringen!
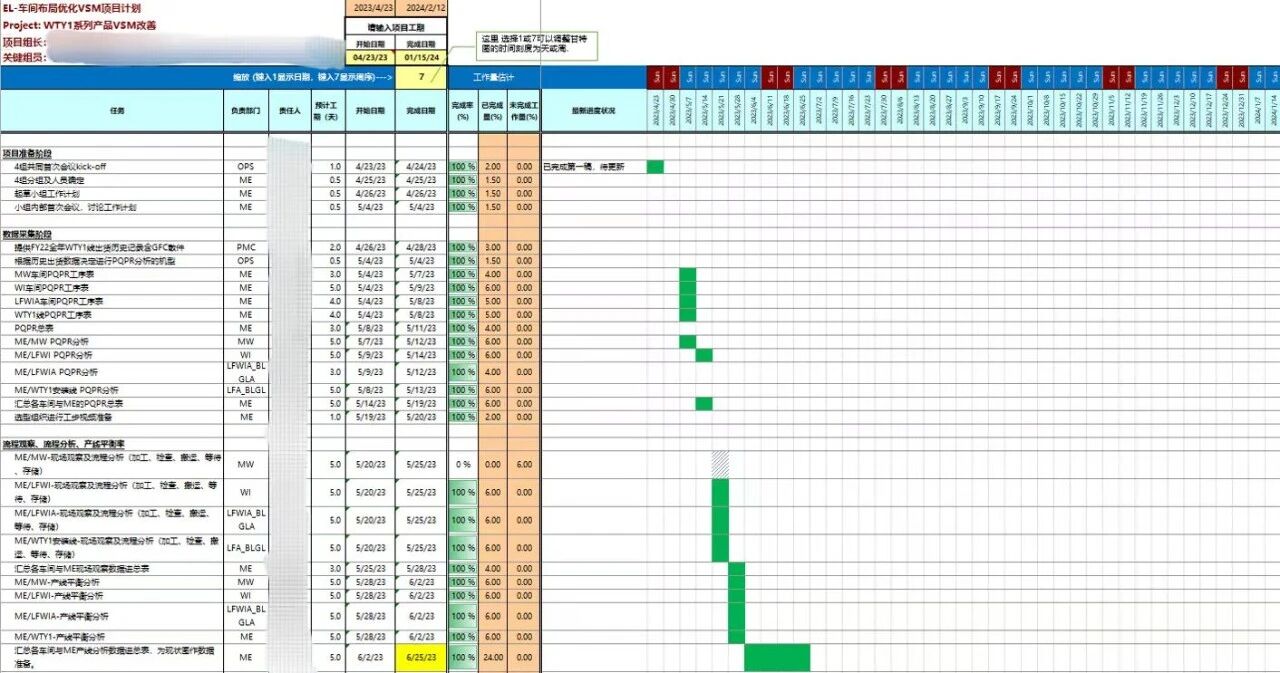
1. Prosjektplanlegging
For det første, med tanke på den lange syklusen med prosjektpromotering og målet om bedre å demonstrere forbedringsfordeler, ble teamet delt inn i 4 grupper etter produktfamilie, som dekker alle eksisterende produktserier av KDS. Hver prosjektgruppe valgte typiske produkter innenfor den tilsvarende produktfamilien, gjennomførte en dybdeanalyse av hele prosessen deres, og formulerte en prosjektpromoteringsplan.
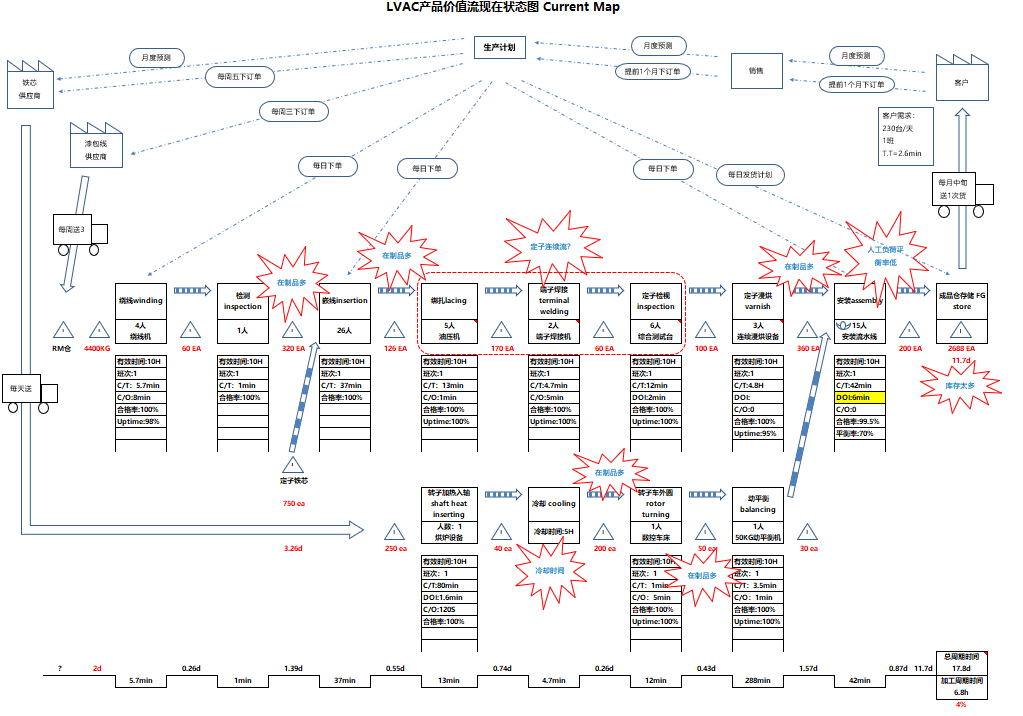
2. VSM-analyse
Forbedringsteam på tvers av avdelinger ble etablert og tildelt roller basert på nøkkelfokusene til verdistrømskartlegging. Avdelingene PMC (Production & Material Control) og Produksjon hadde ansvaret for å samle informasjonsflytdata, mens ME (Manufacturing Engineering) avdelingen håndterte innsamling av materialflytdata. Sammen kartla de det nåværende verdistrømskartet.
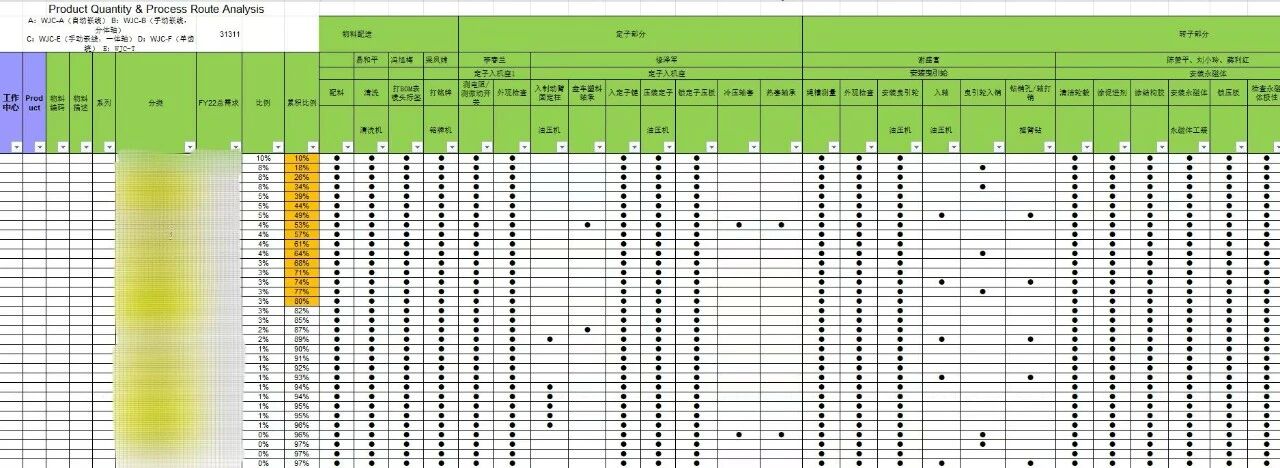
3. PQPR-analyse
Gjennom PQPR-analyse (Product Quantity Process Routing) identifiserte teamet prosessforskjeller mellom ulike produkter, klassifiserte produktene og ordnet produksjonslinjer rasjonelt for å forbedre produksjonseffektiviteten.
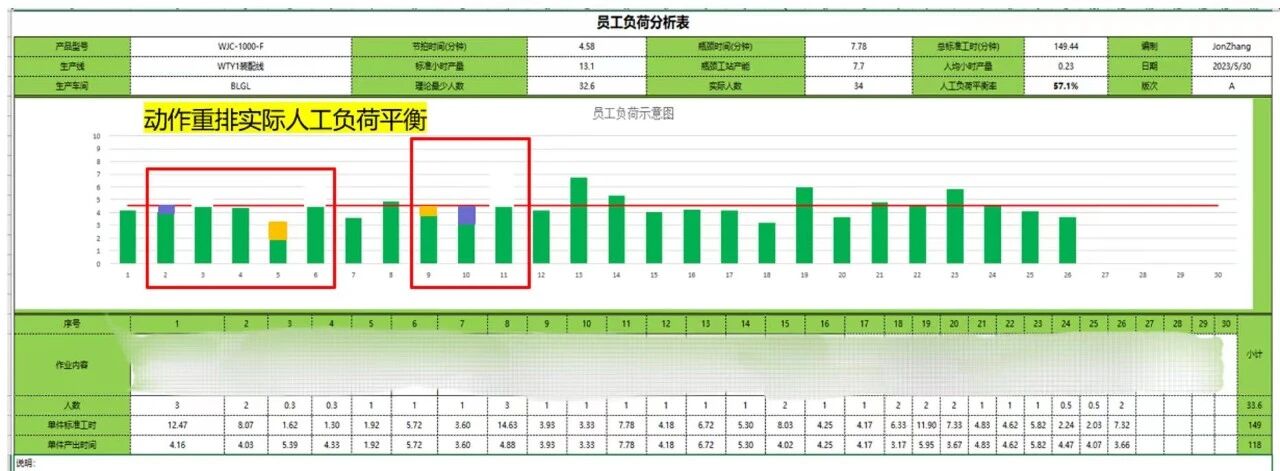
4. Arbeidsbelastningsanalyse for ansatte
Ved å kombinere verdistrømskartene og gjeldende tilstandskart over nøkkelanalyserte maskinmodeller, samt de seks prinsippene for slanke verdistrømmer (skape flyt, forkorte ledetid, redusere avfall, senke varelager, forbedre personellutnyttelsen og forbedre plassutnyttelsen), identifiserte teamet forbedringsmuligheter gjennom foreløpig VSM-analyse.
Ansattes arbeidsbelastning er et grunnleggende element i kapasitetsforbedring. På grunn av inkonsekvente syklustider mellom prosesser, var faktisk produksjon relativt lav. Ved å utnytte erfaring akkumulert fra tidligere linjebalanseringsforbedringer, tok ME-avdelingen ledelsen i å drive initiativer for å øke arbeidsbelastningsbalansen for produksjonslinjeansatte. Ved å bruke ECRS-prinsippet (Eliminate, Combine, Rearrange, Simplify) for å optimalisere prosesser, nådde de ansattes arbeidsbelastningsbalanse over 82 %.
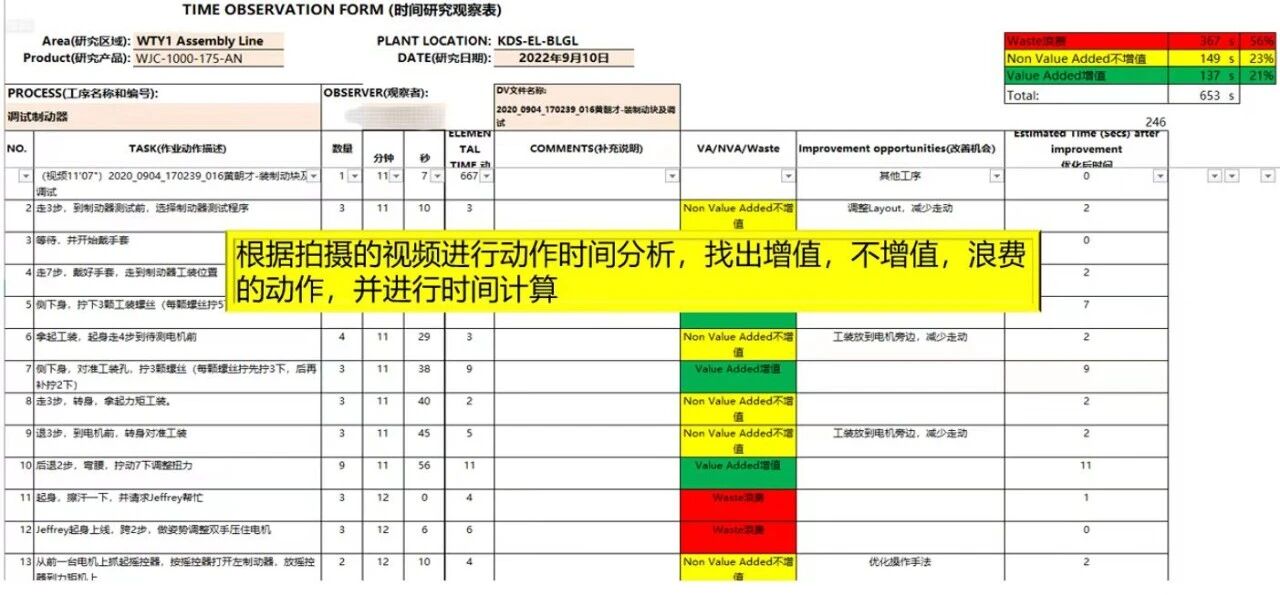
5. Tidsanalyse
Som det tidligste systematiske forbedringsverktøyet introdusert internt, har tidsanalyse akkumulert solid forbedringserfaring. Den spilte også en banebrytende rolle i den generelle VSM-forbedringsdriften – og fungerte både som en fortsettelse av tidligere forbedringer og en kobling til påfølgende prosjektspesifikke forbedringer. Forbedringsteamene tildelte dedikert personell til å filme ansattes operasjoner ved hver prosess i samsvar med standard arbeidstidsprinsipper. Teammedlemmer og til og med frontlinjeansatte gjennomgikk i fellesskap videoene gjentatte ganger, dekomponerte og analyserte arbeidsbevegelser, og gjennomførte kollektiv idédugnad for å identifisere forbedringsmuligheter og foreslå forslag, og til slutt formulerte en forbedringsplan.
6. Kartlegging av fremtidig verdistrømskart og strebe etter realisering
Basert på teamenes analyseresultater og forbedringsmål, etter å ha bekreftet forbedringsretningene og -planene, ble det tilsvarende verdistrømskartet i fremtiden tegnet. Veiledet av forbedringsplanen hentet fra tidsanalyse, fremmet og sporet teamet aktivt implementeringen av alle forbedringsoppgaver, og gjennomgikk forbedringsfremdriften og resultatene i ukentlige møter.
Etter å ha implementert denne serien med forbedringstiltak og optimalisert verdistrømmen, økte verkstedeffektiviteten med 15 % og arbeidstiden redusert med 10 %. Vi vil fortsette å forfølge forbedringer for å forbedre verkstedeffektiviteten ytterligere.
Hensikten med VSM-forbedring er å etablere en samlet kontinuerlig flyt for pull-produksjon, omfattende eliminere avfall og minimere det i størst grad. Dette er ikke en engangsaktivitet – avfall på fabrikken er allestedsnærværende, og det er ingen ende på forbedringer. Vi vil oppsummere innsikt fra hver eneste bit av forbedringspraksis, utvide fra spesifikke punkter til det bredere bildet, trekke slutninger fra hverandre for å identifisere flere forbedringsmuligheter, og bruke systematisk læring som veiledning for å klargjøre mål og gå videre. Det krever at teammedlemmer konsoliderer grunnlaget, samarbeider om forbedringer og kontinuerlig forbedrer selskapets konkurranseevne, noe som til slutt hjelper kundene med å oppnå suksess!
Nyhetsanbefalinger

Den modulære enkelttennviklingen for stator, setter en ny standard for høyeffektiv produksjon
2026-03-02
Kvalitetsaktivitet mellom Nidec Elevator Traction Machine China og Indian
2026-03-02
NIDEC Elevator Motors etablerer ny fabrikk i India
2025-12-13
NIDEC Elevator Motors' 19. "Service Journey Across Ten Thousand Miles" sparkes i gang i dag!
2025-12-13
Bryt gjennom industritesting av flaskehalser med uavhengig utviklet FFT-bølgeformanalysesystem
2025-10-31